How to Cure Time in Solventless Lamination Adhesive via Precise Temperature Control

The efficiency and quality of flexible packaging production depend heavily on the chemical and physical performance of the materials used. This type of bond involves the use of solventless lamination adhesives. Solventless lamination process is the preferred method due to its environmentally friendly nature and convenience in that it does not require drying tunnels used by solvent adhesives. But the efficiency of this technique depends on the careful handling of the curing time. The inconsistent curing time of a solventless lamination adhesive will lead to production problems and quality concerns. This article examines the technical relationship between temperature control and the curing kinetics of these adhesives to provide a framework for process optimization.
Analysis of Chemical Kinetics and Curing Behavior
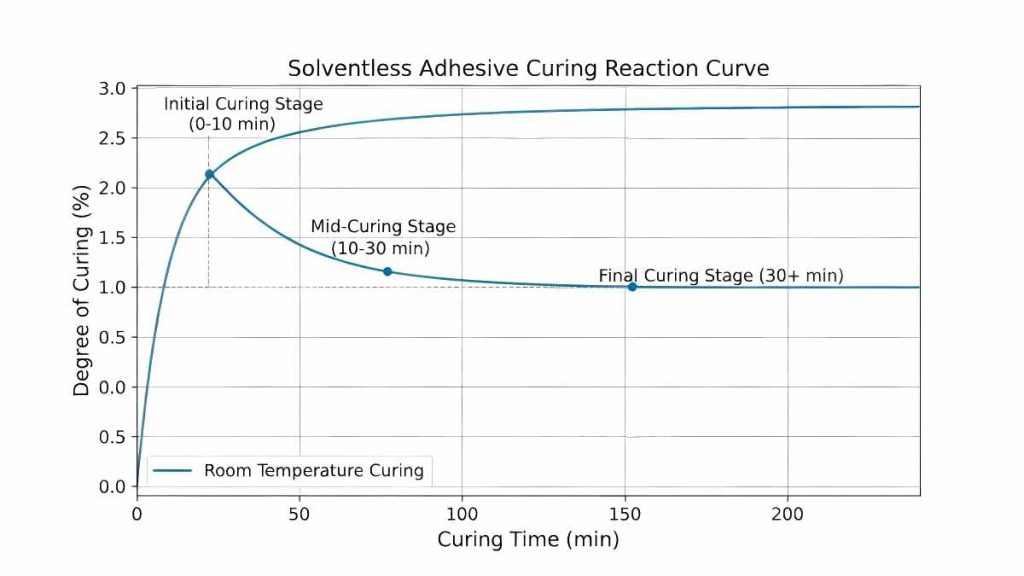
The curing process of a solventless lamination adhesive is a chemical reaction involving the cross-linking of isocyanate and polyol components. This reaction is sensitive to thermal energy. According to the Arrhenius equation, the rate of a chemical reaction increases as the temperature increases.
Low temperatures during the application process slow down the rate of reaction, resulting in partial curing and inadequate bond strength. On the other hand, excessive temperatures during coating cause premature cross-linking of solventless laminating adhesives, leading to the formation of gels, inadequate wetting, and premature thickening of the material, preventing it from passing through the coating head. Therefore, the management of the solventless lamination adhesive temperature is not merely a matter of equipment setting but a requirement for chemical stability.
Critical Stages in the Solventless Adhesive Lamination Process
To control the curing timeline effectively, operators must address three specific stages within the solventless adhesive lamination process.
1. Adhesive Preparation and Coating Unit Temperature
In the first phase, there is the preparation of the solventless lamination adhesive prior to reaching the coating rolls. The viscosity of the solventless lamination adhesive has to be kept constant so that an equal coating weight can be achieved. When the temperature of the glue tank and applicator rollers varies, the viscosity of the solventless lamination adhesive will vary. Thus, the layer of adhesive applied to the substrate will not be uniform. There is a need for a perfect thermal control system that will keep the solventless lamination adhesive at a narrow temperature range of ±1°C.
2. The Laminating Nip and Heat Transfer
The second stage occurs at the laminating nip, where the substrates are combined. At this point, the solventless lamination adhesive is compressed between the two film layers. Roller temperature affects how well the adhesive wets the surfaces of the film. The temperature of the rollers must be just right because if it isn’t, the heating will not provide enough energy to start off the chemical reaction that is required to bond the films together.
3. Substrate Temperature Management
The third stage relates to the thermal condition of the substrates themselves. Metallic film or aluminum foil does not possess the same capacity for conduction of heat energy as plastic film. If the metallic film or aluminum foil is cool at the time that it enters the laminating nip, it becomes a conductor of heat and quickly absorbs heat energy from the solventless adhesive. Consequently, the temperature of the substrates must be pre-conditioned to match the operational temperature of the solventless lamination adhesive application.
Optimization Strategies for Temperature Control
To minimize curing time variability, manufacturing facilities should implement the following technical strategies:
1. Implementing Closed-Loop PID Control
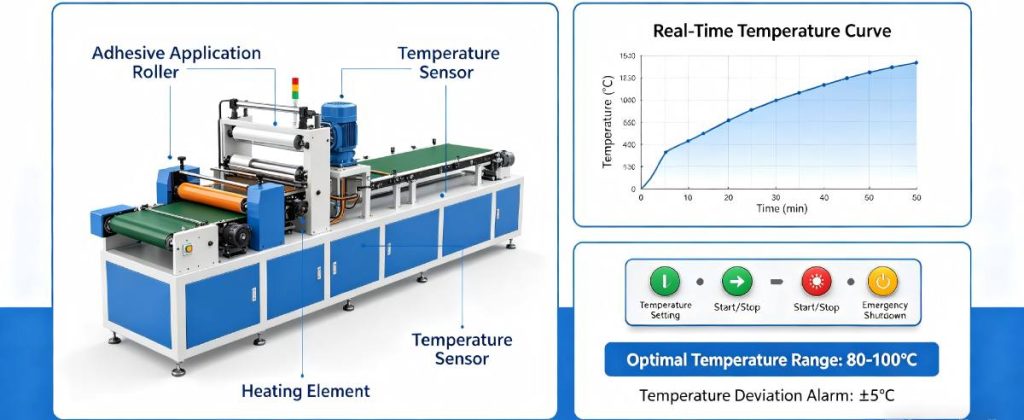
The conventional temperature values may not be adequate for the high level of precision required by the solventless lamination adhesive. With the inclusion of PID controllers in the heating circuitry of the solventless laminating machine, automatic adjustments can be made in the event of deviation from the preset temperature. The PID controllers help in monitoring any variation in the temperature of the solventless lamination adhesive and make necessary automatic adjustments back to the set temperature without going above the threshold.

2. Dynamic Parameter Matching
Different types of film combinations require different bonding temperatures. The ideal temperature that will be required for curing when using the advanced solventless lamination adhesive formulation meant for high barrier packaging can be different from the normal standard adhesive formulation. It is necessary that there is a database kept by the production team showing the best temperatures tested for each film and solventless lamination adhesive combination. Once the job changes, the controller should automatically input the details to initiate an ideal curing process at startup.
3. Secondary Thermal Activation
For applications requiring rapid throughput, secondary thermal activation can reduce the time spent in the curing chamber. This is achieved by adding either a well-defined infrared heating area or a series of thermally controlled rollers after the laminating station, where the solventless bonding layer can start its cross-linking reactions much more quickly than otherwise possible. Careful tuning is required so that the reaction does not go too far prior to winding the laminate onto the roller; otherwise, tension problems may occur.
Industry Implications and Quality Control
The ability to control the curing time of the solventless lamination adhesive has direct implications for industrial throughput. When curing times are predictable, factories can optimize their inventory management and scheduling. Instead of waiting for variable curing durations, production managers can schedule the subsequent slitting or pouch-making processes with precision.
In addition, technical flaws like “tunneling,” “delamination,” or “inadequate bonding“ can be associated with an incorrect temperature range during the application of the solventless lamination adhesive. With thermal stabilization, the occurrence of such flaws is minimized since thermal conditions have an effect on whether the finished product will meet the required barrier requirements as well as safety requirements for food packaging due to the cross-linking nature of the adhesive.
From a resource management perspective, precise temperature control reduces energy waste. Ineffective heating systems lead to unnecessary use of electricity, making it more costly to apply the solventless lamination adhesive. Efficient modern heating systems contribute to a reduced carbon footprint in the manufacturing plant, thereby meeting the demands of environmental compliance worldwide.

FAQs
Q1: What causes changes in curing time for my solventless laminate process?
A1: The main reason is poor thermal stability within the adhesive reservoir, applicator roll, or substrate surfaces. Reaction rates will need high-accuracy PID controllers to maintain temperatures of adhesive application between ±1°C.
Q2: What can I do to minimize the curing time while preserving bond integrity?
A2: Develop custom thermal profiling for particular adhesives and substrate pairs used. Also, consider secondary curing processes like infrared pre-curing to initiate reactions before winding, hence minimizing the residence time within the curing oven.
Q3: Is it possible to avoid tunneling and delamination through precise temperature control?
A3: Yes. Poor wet-out or curing often causes tunneling and delamination. Proper thermal conditioning of substrates and laminating nip ensures uniform crosslinking and proper flow of adhesives, thus preventing stress build-up.



