How to Reduce Defects in Solventless Laminating Process for Aluminum Plastic Film

The production of aluminum plastic film—a critical packaging material for lithium-ion batteries—has seen a significant shift from traditional dry lamination to the solventless laminating process. This transition is driven by the global mandate for VOCs reduction and the industrial requirement for zero solvent residue in sensitive electronic components. However, integrating a solventless laminating machine into the production of a BOPA/AL/CPP heterogeneous structure presents unique engineering challenges. This article provides a technical deconstruction of the process difficulties, tension control logic, and quality management protocols.

Structural Complexity and Interfacial Physics
Normalization of aluminum plastic films involves three layers, which consist of Biaxial Oriented Polyamide (BOPA), Aluminum (AL), and Cast Polypropylene (CPP). Each of these layers provides a structural function: BOPA gives puncture resistance, AL provides a moisture and oxygen barrier, and CPP ensures heat sealability and electrolyte resistance.
In a solventless laminating process, the primary difficulty arises from the disparate physical properties of these materials. Aluminum foil possesses high rigidity and dead-fold characteristics, meaning it has virtually no elastic recovery once deformed. In contrast, BOPA is highly hygroscopic and elastic, while CPP is thermoplastic and prone to elongation under heat. When these three layers are bonded using a solventless adhesive—which lacks the high initial “green strength” of solvent-based glues—the internal stress distribution becomes highly unstable.
Furthermore, the interfacial wetting on the aluminum surface is a critical barrier. Solventless adhesives are 100% solids and rely on chemical cross-linking. Without a solvent carrier to lower surface tension, the adhesive must have a specific molecular weight and viscosity to fully “wet” the microscopic peaks and valleys of the metal foil. Failure to achieve complete wetting leads to micro-voids, which manifest as “white spots” and compromise the barrier integrity.
Precision Tension Control and Synchronization Logic
The operation of a solventless laminating machine for aluminum plastic film requires a multi-motor synchronization system capable of maintaining “micro-equilibrium.” The tension logic must account for the specific modulus of each substrate to prevent post-lamination defects.
1. BOPA Layer (Primary Unwind)
BOPA is sensitive to environmental humidity (RH). If the tension is too high, the film elongates during lamination and subsequently recoils during the curing phase, causing the composite to curl. The recommended tension for a standard 12μm BOPA is 60−90N per full width.
2. Aluminum Foil (Secondary Unwind)
The AL layer is the “skeleton” of the composite. Due to its dead fold property, it must be processed under the lowest possible tension—typically 40−70N—to prevent permanent plastic deformation. Any sudden spike in tension will cause the foil to “neck” or thin out, leading to pinholes.
3. CPP Layer (Tertiary Unwind)
CPP is the inner sealant layer. Because it is often the thickest layer (30−50μm), its thermal expansion coefficient must be managed. High tension here, combined with the heat from the lamination rollers (50°C−60°C), can cause significant stretching.
4. Rewind Tension and Taper
The rewind stage is where the “Tunnelling Effect” is either created or prevented. A solventless laminating machine must utilize a Taper (Tension Taper) function. As the roll diameter increases, the tension should decrease by 10%−20%. This ensures the inner layers are tight enough to exclude air but not so tight that they crush the core or cause the outer layers to buckle outward in a tunnel shape.
Tension Setting Reference Table
| Control Point | Recommended Tension (N/full width) | Rationale |
| Unwind 1 (BOPA) | 60−90N | Balance between preventing wrinkles and avoiding over-elongation. |
| Unwind 2 (AL Foil) | 40−70N | Must be kept at the minimum possible tension to avoid plastic deformation. |
| Unwind 3 (CPP) | 50−80N | Minimize thermal stretching to prevent post-cure curling. |
| Rewind Tension | 120−180N | High initial tension to ensure a tight core. |
| Rewind Taper | 10%−20% | Progressive reduction of tension to prevent inner-layer crushing. |

Quality Defect Troubleshooting and Management
In the solventless laminating process, defects often appear 24 to 48 hours after production, during the curing (maturation) stage. This delayed reaction necessitates a rigorous “preventative” troubleshooting checklist.
1. Tunnelling and Delamination
Tunnelling occurs when the elastic recovery forces of the plastic layers exceed the chemical bond of the uncured adhesive.
Root Cause: Imbalance between AL tension (too low) and BOPA/CPP tension (too high).
Technical Fix: Re-calibrate the tension ratio. Ensure the adhesive mix ratio (NCO/OH) is precise to accelerate initial tackiness.
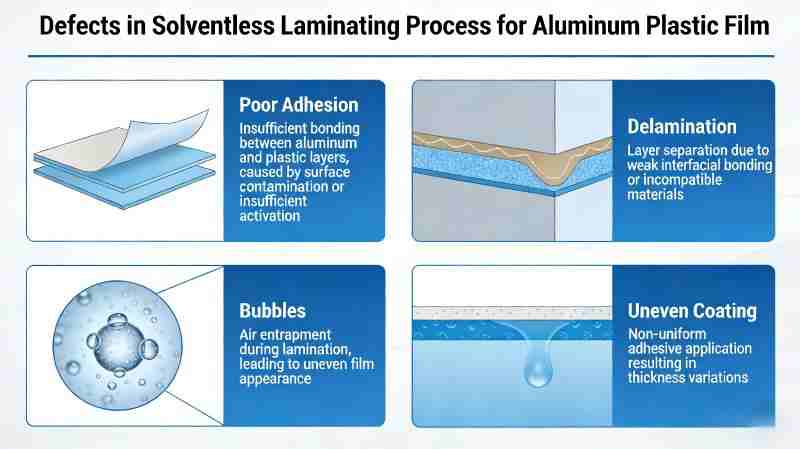
2. White Spots and Bubbles
These are usually caused by poor wetting or air entrapment.
Root Cause: Low coating weight or low surface energy of the aluminum foil.
Technical Fix: Maintain coating weights between 1.8−2.5g/m2. Use online corona treatment to ensure the foil surface energy is above 38dyne/cm. Increase the temperature of the lamination steel roller to 55°C to improve adhesive flow.
3. Deep-Drawing Failure
Aluminum plastic film must undergo a “stamping” or deep-drawing process to form the battery cavity. If the composite is brittle, it will crack at the corners.
Root Cause: Over-curing or the use of an adhesive with a high glass transition temperature (Tg).
Technical Fix: Apply the specific flexible solvent-free adhesives for lithium battery technology. Maintain an ambient curing room temperature of 45 °C to 50 °C for 72 hours to enable full polymer chain relaxation.
Environmental Constraints and Chemical Stability
The solventless laminating process is highly sensitive to atmospheric moisture. The isocyanate (-NCO) component in the adhesive reacts preferentially with water molecules.
- Formation of carbon dioxide: If RH is more than 65%, then the reaction of NCO with water produces CO2 (`micro-bubbles` are formed, and these are invisible to the eye, but will cause delamination when the specimen is immersed in the electrolyte).
- Migration of PAA (Primary Aromatic Amines): If curing is insufficient, the migration of PAA occurs, which is a safety issue in premium packagings.
Therefore, the production environment for a solventless laminating machine must be a climate-controlled cleanroom. The moisture content of the substrates, particularly BOPA, must be verified before the run.
Simply obtaining the right hardware for the solventless laminating process, for example, the solventless laminating machine, is not enough to guarantee the successful production of aluminum plastic foil. It is a unique combination of several fields, the most critical of which involves the manipulation of the Mechanical, Material, and Environmental domains. If a manufacturer follows the tension parameters defined in the Tension Reference Guide and adheres to the qualified extremes of the Troubleshooting Checklist, it can simultaneously achieve the high-performance standards needed for the lithium battery industry of 2026-2027, as well as achieve a notable reduction of the manufacturer’s carbon footprint.