Mastering Web Tension in Solventless Lamination Machines for Defect-Free Packaging

In today’s flexible packaging industry, the solventless lamination process has become the preferred solution for manufacturers seeking higher efficiency, lower VOC emissions, and improved sustainability. However, while solventless technology eliminates solvent drying systems, it significantly increases sensitivity to one critical parameter: web tension control.
In a modern solventless lamination machine, adhesive coating weight is extremely low—typically 1.0–2.0 g/m². Unlike solvent-based systems, there is almost no adhesive cushion to absorb stress variations between films. As a result, improper tension control directly translates into structural instability, curl, tunneling, and even delamination.
This technical guide explores why tension management is the structural foundation of solventless lamination—and how advanced control strategies ensure consistent high-performance results.

Understanding the Structure of a Solventless Lamination Machine
A high-performance solventless lamination machine typically includes:
- Primary unwind unit
- Secondary unwind unit
- Metering and coating section
- Laminating nip rollers
- Rewinding system
Each of these zones forms part of a continuous web path. Tension must be precisely regulated at every stage to maintain uniform elongation and stress distribution.
Open-Loop vs Closed-Loop Tension Control
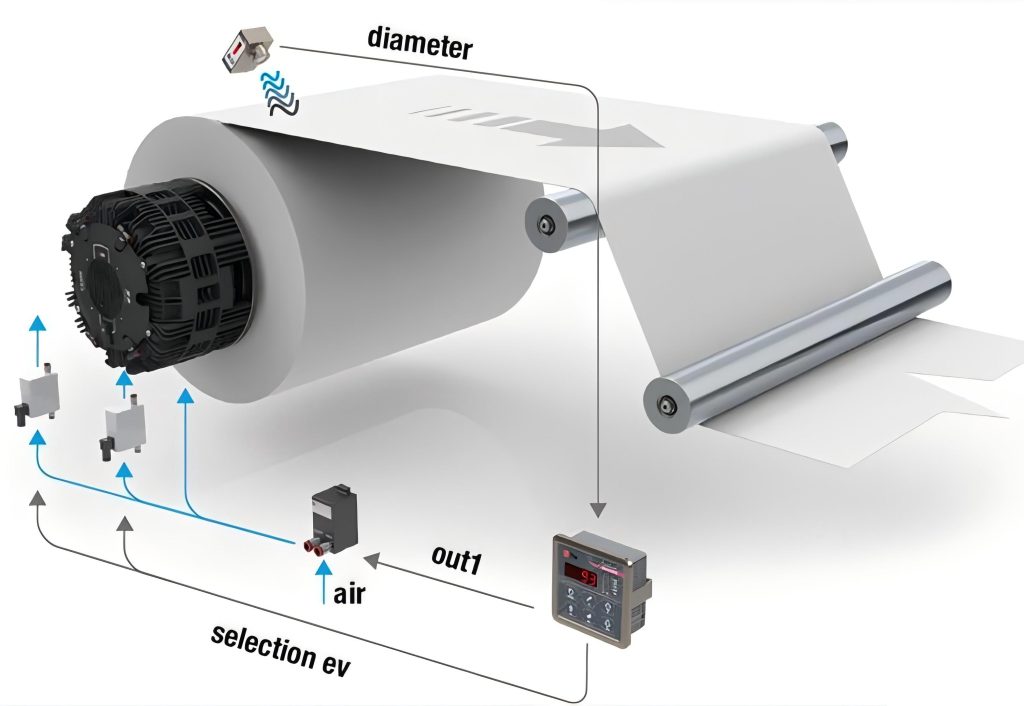
Older laminators often relied on open-loop systems, where preset torque values determined tension. However, this approach cannot compensate for dynamic changes in roll diameter or film properties.
Modern machines integrate:
- Load cell feedback systems
- Independent servo motor drives
- PLC-based automatic correction
Closed-loop systems continuously measure real-time tension and adjust motor output to maintain variation within ±1–2%. This level of precision is essential in high-speed solventless lamination operations exceeding 300–400 m/min.
Key Tension Zones in the Solventless Lamination Process
Effective tension control requires understanding how each web zone contributes to overall structural balance.
1. Primary Unwind Tension (Main Web)
The primary web is often PET or BOPP—materials with high modulus and low elongation.
Control strategy:
- Maintain stable tension levels that are moderate to high relative to the material’s tensile properties
- Avoid excessive stretch that could cause permanent elongation and subsequent relaxation during curing
- Limit tension fluctuations to within ±2% of the setpoint to prevent localized stress variations
If tension is too high, the film may stretch permanently. During curing, stress relaxation can lead to curling or dimensional distortion.
2. Secondary Web Tension (Substrate Matching)
The secondary web—commonly PE, CPP, or nylon—has greater elasticity.
Key principle:
Main web tension should generally equal or exceed secondary web tension, but the differential must be precisely controlled rather than simply maintained as a fixed ratio.
If the secondary web is overstretched during lamination, it will shrink during curing. This shrinkage creates internal stress, resulting in tunneling or edge curl.
3. Laminating Nip Zone Balance
At the laminating rollers, both films must enter at synchronized linear speeds. Even minor mismatch in tension or speed causes micro-slippage, which weakens bond uniformity.
Since the solventless lamination process lacks solvent evaporation to “re-level” adhesive layers, mechanical precision at the nip zone is critical.
4. Rewind Taper Tension Strategy
Rewinding is often underestimated. Excessive rewind tension compresses inner layers, creating residual stress accumulation.
Best practice:
- Implement taper tension control that progressively reduces winding tension as roll diameter increases
- Gradually decrease tension to maintain consistent stress distribution throughout the roll build
- Prevent internal telescoping through proper tension profiling
- Avoid core crushing that could create handling difficulties during subsequent conversion
Improper rewind tension often causes post-curing curl or delamination, even when lamination parameters were correct.
Why Tension Control Is More Critical in Solventless Lamination
Understanding why tension control assumes such critical importance in solventless lamination requires direct comparison with conventional solvent-based systems.
| Parameter | Solvent-Based Lamination | Solventless Lamination |
| Adhesive thickness | Higher (3-5 g/m² typical) | Extremely thin (1.0-2.0 g/m²) |
| Cushioning effect | Present through wet adhesive layer | Minimal to none |
| Drying stage | Evaporation phase allows stress relaxation | Chemical curing only, no relaxation |
| Tension tolerance | Moderate (±5-10% typically acceptable) | Very low (±1-2% required) |
| Defect correction potential | Some re-leveling during drying | No correction after nip |
In solvent-based systems, the drying oven and thicker adhesive layer can compensate for minor web mismatch. In contrast, solventless lamination depends entirely on mechanical stability and chemical curing.
This is why tension precision directly determines structural integrity.
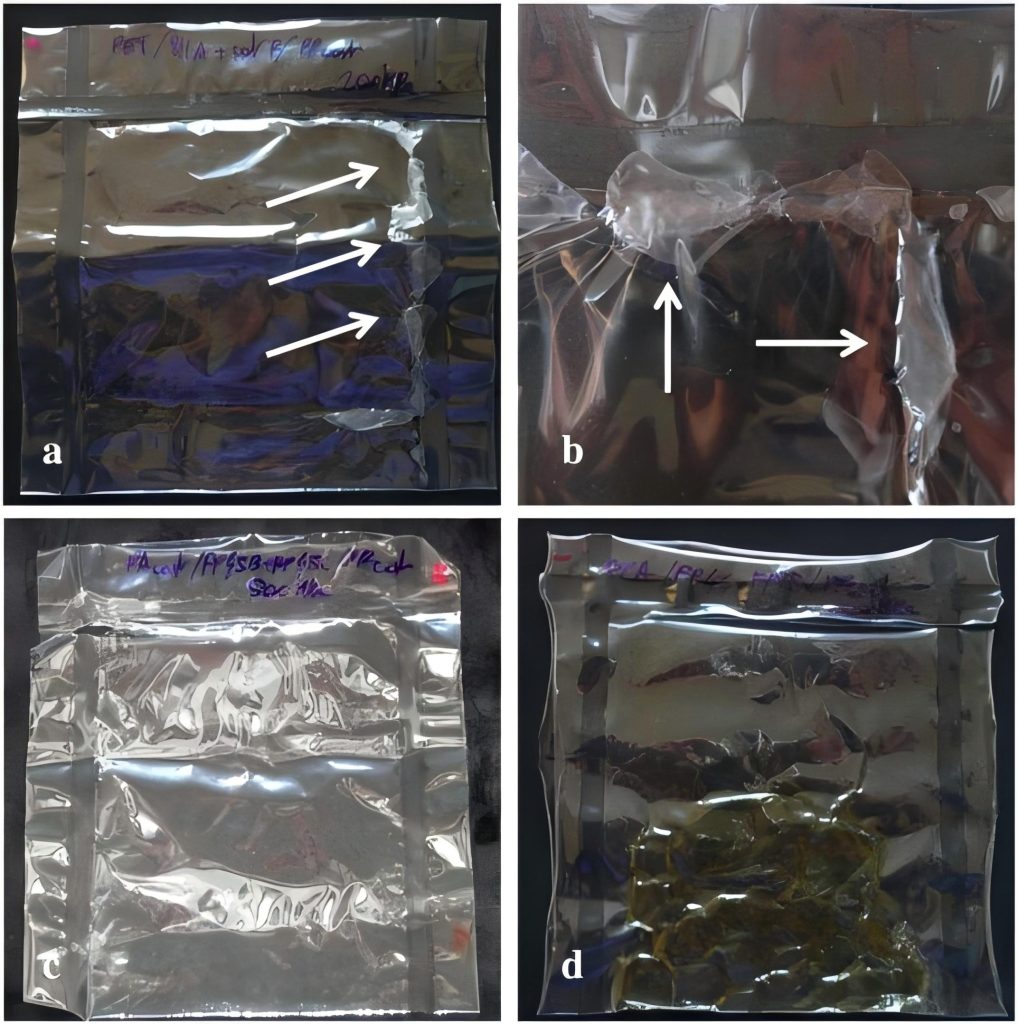
Common Defects Caused by Improper Tension Control
Technical audits of solventless lamination operations consistently reveal that over 60% of quality defects originate from tension instability rather than adhesive chemistry issues. Understanding these defect mechanisms enables targeted corrective action.
1. Tunnel Wrinkles
Primary Cause: Differential elongation between the two webs causes internal stress that shows up as characteristic tunnel-shaped deformations between areas that are bonded together.
Mechanism: When the secondary web is overstretched during lamination, it keeps its elastic memory. This web tries to get back to its original size while it is curing, which puts compressive forces on the composite structure and makes it bend. The tunnels that form usually run parallel to the direction of the machine and can cover a large part of the web width.
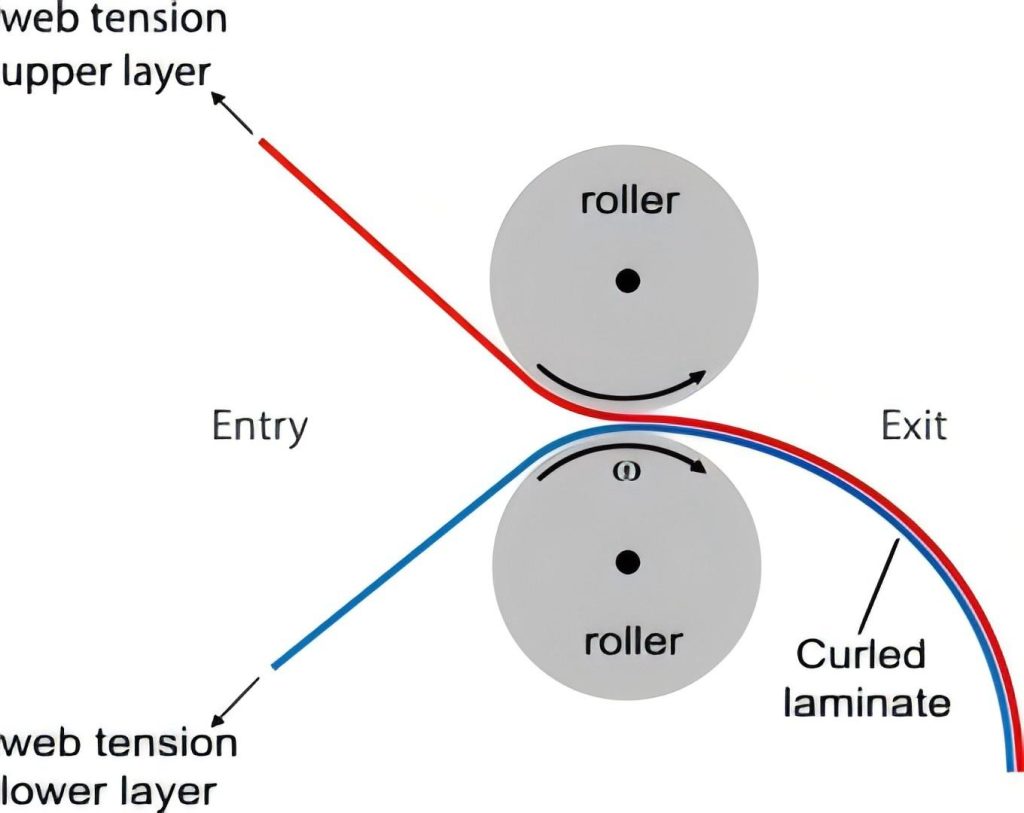
2. Curling After Curing
Primary Cause: Stress imbalance between the laminated layers creates bending moments that cause the material to curl toward one surface.
Mechanism: As the adhesive completes its crosslinking reaction, any tension imbalance becomes locked into the structure. If one film contracted more than the other during relaxation, the composite develops curvature. The direction and severity of curl depend on the relative modulus and thickness of each layer, as well as the magnitude of the tension differential.
3. Delamination
Primary Cause: Micro-movement between layers during the early stages of curing disrupts adhesive bond formation before sufficient crosslinking occurs.
Mechanism: When uneven stress distribution causes relative movement at the bond interface while the adhesive is still curing, the bond network that is forming is affected. Weak spots appear when adhesion doesn’t reach full strength, which could cause the two parts to completely separate when they are handled or changed.
Advanced Optimization Strategies for High-Speed Solventless Lamination Machines
Modern solventless lamination machines use more and more advanced technologies to make sure that production is defect-free and as fast as possible.
1. Independent Servo-Driven Zones
Each unwind, rewind, and processing section should operate with dedicated servo motor drives rather than mechanical line shafts or common drive systems. Independent drives enable:
- Fine speed adjustment for each zone to compensate for material-specific behavior
- Reduction of cumulative stress errors that propagate through mechanically coupled systems
- Individual tension profiling based on real-time feedback from each zone
- Rapid response to disturbances without affecting adjacent sections
2. Load Cell Calibration Protocol
The precision of closed-loop control depends entirely on the accuracy of tension measurement sensors. Without reliable input data, even the most sophisticated control algorithms cannot maintain proper tension.
Recommended Calibration Practices:
- Perform monthly calibration verification using certified test weights
- Verify zero-load alignment before each production run to eliminate offset errors
- Monitor deviation trends through PLC data logging to identify sensor drift before it affects quality
- Maintain environmental conditions within specified ranges for electronic components
3. Real-Time Data Monitoring and Predictive Maintenance
Advanced solventless lamination systems now incorporate comprehensive data acquisition and analysis capabilities:
- Continuous tension data logging at multiple points along the web path
- Programmable alarm thresholds that alert operators to developing deviations
- Integration with Manufacturing Execution Systems (MES) for comprehensive process documentation
- Predictive analytics algorithms that identify instability patterns before visible defects occur
These features turn tension control from a reactive function into a quality assurance tool that can predict problems. Operators can predict problems and take steps to fix them before production quality goes down by looking at trend data.
Tension Guidelines by Film Structure
While optimal tension settings depend on specific materials, thicknesses, and machine configurations, the following general guidelines provide starting points for process development:
| Laminate Structure | Main Web Tension | Secondary Web Tension | Critical Considerations |
| PET / PE | High (relative to material strength) | Medium-Low | Prevent PE stretch that causes tunneling |
| BOPP / CPP | Medium | Medium | Balance modulus differences between similar materials |
| PET / Aluminum / PE | High | Controlled (with taper) | Compensate for metal layer rigidity and lack of elongation |
| Nylon / PE | Medium | Low | Control nylon’s moisture sensitivity effects on dimensional stability |
These values require adjustment based on specific factors:
- Film thickness and width variations affect tension requirements proportionally
- Machine speed influences dynamic tension behavior
- Ambient temperature and humidity affect material properties, particularly for nylon and other hygroscopic films
- Roll geometry and core quality affect unwind and rewind tension distribution
Best Practices for Ensuring Consistent Solventless Lamination Quality
Manufacturers must use a systematic approach to tension management and process standardization in order to get the same high-quality results every time in the solventless lamination process:
- Develop Film-Specific Tension Profiles: Create a detailed database for each film type, including recommended unwind, nip, and rewind tensions. This ensures that operators can quickly apply the correct parameters for different material combinations.
- Document Job Parameters: Logging of the system’s parameters, such as web speed and coating thickness, along with nip pressure and surrounding environment details are essential for every run. This would enhance the repeatability and help in tracing back the faults that might arise.
- Perform Trial Laminations: Before scaling up to full production, run small-batch trials to verify tension, nip alignment, and adhesive performance. Early detection of anomalies prevents costly defects and material waste.
- Operator Training on Material Behavior: Educate staff on the elastic modulus and elongation characteristics of each substrate. Understanding how different films respond to tension is critical for maintaining laminate integrity.
- Control Environmental Conditions: Maintain stable plant temperature and humidity, as fluctuations can alter film elasticity and adhesive curing behavior, leading to defects like curling or delamination.
Standardizing tension control and operational procedures helps eliminate the variability that hinders the consistent and uniform quality of a laminate, which in turn contributes to the reliability of the dedicated solvent-free lamination machine even after several production campaigns.
FAQs
Q1: What is the ideal tension variation range in a solventless lamination process?
Typically within ±1% for high-speed production to ensure structural stability.
Q2: How does web tension affect curing performance?
Improper tension introduces internal stress, which is released during curing, leading to curling or wrinkling.
Q3: Can upgrading a solventless lamination machine improve tension stability?
Yes. Servo-driven closed-loop systems significantly enhance precision compared to traditional brake-based systems.
Q4: What is the most common tension-related defect?
Tunnel wrinkles caused by elastic recovery mismatch between laminated films.