Solventless Laminating Machine Troubleshooting Guide: Why Is There Streaking on Laminated Film Surface?
Why Is There Streaking on Laminated Film Surface?
While managing a solventless lamination machine, browsing through laminated film surfaces, you will often hear about the occurrence of streaking defects. The irritants here go beyond mere aesthetics but go hand in hand with a gradient, indicating the poor uniformity of the coating, filing quality, or tensile strength.
In the course of high-speed lamination, slight changes in the coating weight, roller status, or tension control can inevitably create exposure marks. In these lines, in industries such as flexible packaging, pharmaceutical laminates, and barrier films, this can lead to loss of production, a decrease in the cohesion strength, and an increase in the scrap percentage owing to such defects.
Investigation into the causes of the problem requires the analysis of the entire lamination process, which starts from adhesive preparation to the final nip bonding.

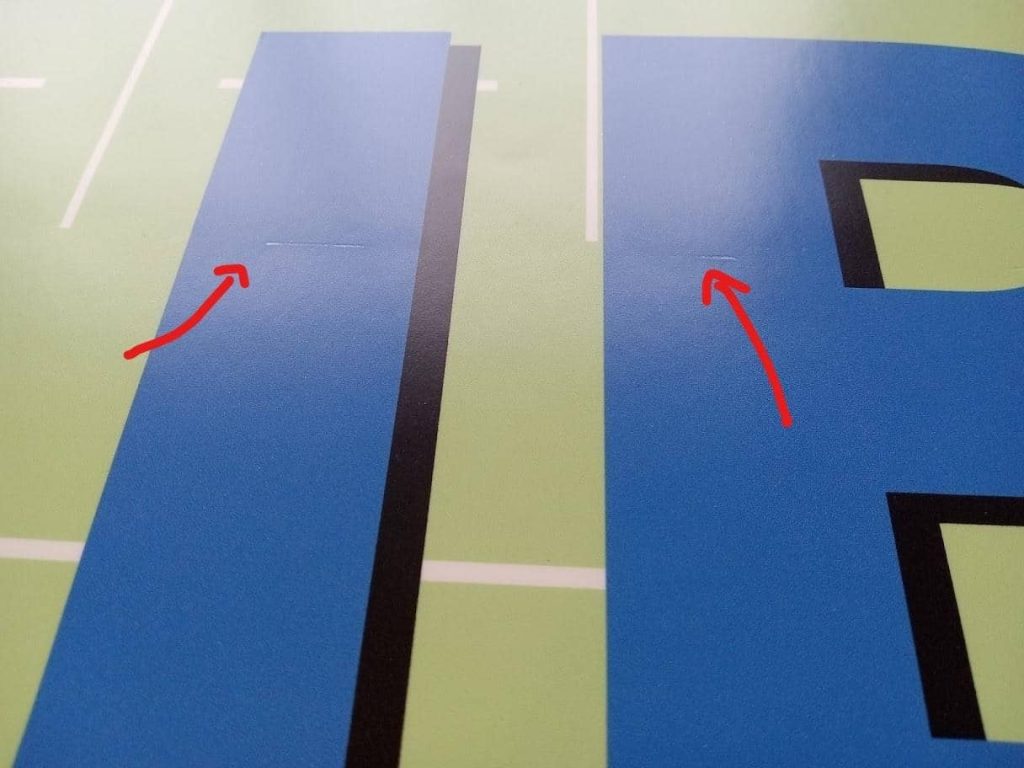
What Does Streaking Look Like in Lamination Process?
When running a solventless laminating machine, streaking typically presents the following characteristics:
- Continuous parallel lines along the machine direction (MD)
- Alternating light and dark bands under reflective lighting conditions
- Periodic or repeating patterns across the film width
- Increased visibility when machine speed increases
- In severe cases, uneven gloss or haze variation across the surface
These visual indicators often point to coating inconsistency or uneven pressure distribution during lamination.
Root Causes of Streaking in Solventless Laminating Machine
1. Uneven Adhesive Coating Distribution
Coating variation is considered the primary reason for streak formation in a solventless laminating process. In the absence of solvent evaporation, any variations in coating are readily identifiable, as there is no evaporation to hide the flaws.
Detailed factors include:
- Metering roller wear or surface damage: Micro-level defects create uneven adhesive transfer
- Coating gap inconsistency: Improper adjustment leads to variation across web width
- Adhesive flow instability: Poor distribution before the coating nip
- Edge-to-center coating imbalance: Often caused by mechanical misalignment
Even a small variation in the weight of the coat (for example,±0.2 g/m ) can bring about noticeable streak lines after lamination.
2. Roller Contamination, Damage, or Runout
Roller condition is the key to obtaining good coatings and laminations.
Detailed inspection points:
- Surface contamination: Dried adhesive, dust, or foreign particles
- Mechanical damage: Scratches, dents, or uneven rubber hardness
- Roller runout (eccentric rotation): Causes periodic coating variation
- Bearing wear: Leads to vibration and uneven pressure
A key diagnostic method:
If streak spacing is consistent and repeats at fixed intervals, the defect is highly likely related to a specific roller circumference or localized damage.
3. Adhesive Mixing Accuracy and Rheology Issues
The adhesive is usually a two-component system in a solventless laminating machine. Its performance depends on accurate ratio control and constant viscosity.
Possible problems are:
- Incorrect mixing ratio: Causes incomplete reaction or uneven curing
- Static mixer blockage or inefficiency: Causes poor homogenization
- Air entrainment during mixing: Creates micro-bubbles and streaks
- Viscosity fluctuation: Influence on coating transfer behavior
Inhomogeneous adhesive rheology induces non-uniform spreading on the substrate and directly leads to streaking patterns
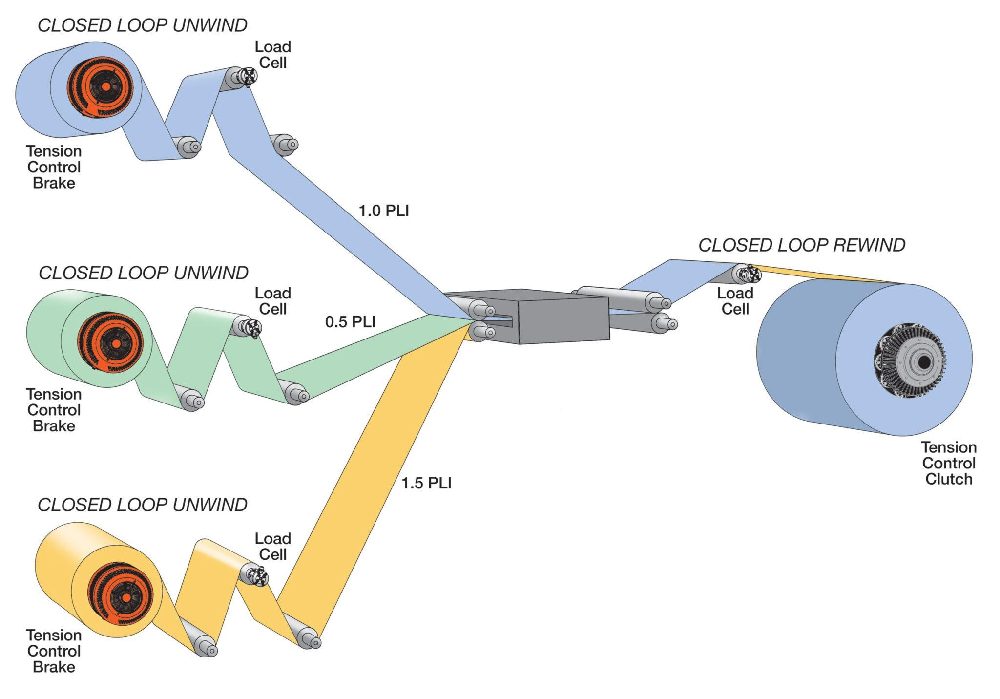
4. Web Tension Instability
Stable tension is essential for uniform coating and bonding.
Common technical causes:
- Unwind tension fluctuation due to brake or control system instability
- Rewind tension mismatch leading to uneven film stretch
- Poor web alignment causing lateral movement
- Inconsistent tension zones between rollers
Tension instability changes the contact pressure and adhesive distribution, resulting in visible streak lines.
5. Nip Pressure Non-Uniformity and Roller Misalignment
The lamination nip is the critical bonding point.
Detailed causes:
- Uneven pressure distribution across width
- Roller parallelism deviation
- Mechanical deformation under load
- Worn or uneven rubber roller hardness
If pressure is higher on one side, adhesive transfer becomes non-uniform, forming longitudinal streaks.
6. Air Entrapment and Lamination Dynamics
Air trapped during lamination can produce streak-like defects after curing.
Contributing factors:
- Improper lamination angle
- Excessive machine speed relative to pressure
- Insufficient nip force to expel air
- Surface roughness mismatch between substrates
Air pockets disturb adhesive continuity, creating visual streak patterns.
7. Substrate and Adhesive Quality Variability
Material-related factors must not be ignored.
Key considerations:
- Film surface energy (dyne level) inconsistency
- Corona treatment variation
- Adhesive batch inconsistency
- Storage conditions (temperature, humidity)
Low surface energy or contamination reduces wetting performance, leading to uneven bonding and streaking.

Step-by-Step Troubleshooting Method
The most effective method to solve streaking problems requires scientists to investigate the issue through controlled testing rather than testing multiple variables simultaneously.
Step 1: Inspect the defect pattern
Check whether the streak is:
- Fixed in the same width position
- Repeating at a regular interval
- Changing with speed
- Visible only under light reflection
This helps determine whether the issue is mechanical, process-related, or material-related.
Process Step 2: Clean and inspect all rollers
Clean the rollers to remove any adhesive residue, dust, or contamination. Check for scratches, signs of wear, or other surface flaws. Should the defect appear regularly, the roller should be carefully examined.
Step 3. Check adhesive mixing and viscosity
Verify the mix ratio, condition of the mixer, and stability of the adhesive flow. If the adhesive isn’t uniform, the coating won’t be uniform.
Step 4: Check coating weight consistency
Analyze coating weights along the full width of the film web. If one half of the web shows a higher or lower coating weight, then this problem is related to the coating process.
Step 5: Verify tension control settings
Unwind, rewind, and inter-roller tensions need to be checked. If the web is unstable, its pressure and, thus, coating would also be inconsistent.
Step 6: Analyze nip pressure and alignment
Rollers must be aligned properly, and nip pressures should be equal along the width. Even small misalignments affect the wide web material coating significantly.
Step 7: Test machine operation at low speed
If the defect gets smaller at reduced speed, it is possible that this problem is caused by unstable process control, not by a mechanical problem. This test helps to analyze the problem roots.
How to Prevent Streaking in Daily Production
It’s always better to prevent than to fix. In a solventless laminating machine, operators should pay attention to the stability of the process and the maintenance discipline to reduce the chance of streaks.
Recommended actions include:
- Cleaning rollers on a regular schedule
- Checking adhesive mixing accuracy before each run
- Monitoring coating weight and surface quality continuously
- Keeping tension values stable during speed changes
- Inspecting roller alignment after maintenance
- Using consistent raw materials with stable surface properties
- Recording defect patterns to support future troubleshooting
It also helps to build a standard operating procedure for common production setups. When the machine is used for different film structures, the best tension, pressure, and coating settings should be documented for repeat use.
What I Learned
Streaking on laminated film surfaces is a multi-factor issue involving coating accuracy, mechanical condition, and process stability.
The most effective approach is:
- First, analyze the coating system and rollers
- Then, verify tension and nip pressure conditions
- Finally, evaluate materials and adhesive properties
A systematic troubleshooting method ensures consistent product quality and reliable performance of the solventless laminating machine.
FAQ
Q1: Why do streaks become more severe at higher speeds?
Higher speeds amplify coating instability, reduce adhesive leveling time, and increase tension fluctuations.
Q2: How can I quickly confirm a roller-related issue?
Check if streak patterns repeat at fixed intervals. This usually indicates roller surface defects or runout.
Q3: Does adhesive viscosity directly affect streaking?
Yes. Variations in viscosity change coating behavior and can cause uneven distribution, leading to streak formation.