WVTR vs MVTR in Breathable Film Lamination – What’s the Difference?

Every week, we hear the same question from our quality control team or a confused customer: “Our breathable film spec sheet says WVTR, but our customer’s test report says MVTR. Are we talking about two different things?” Let me just clear this up for you right now so you can save time at your technical meetings: WVTR and MVTR are basically the same thing. Both refer to the quantity of water vapour that moves through a material in a given time period. WVTR vs MVTR acronym debate: a distraction in the world of breathable film lamination. The real challenge you need to be concerned about is how your breathable film lamination process is changing these values and how to keep your end product as breathable as possible.
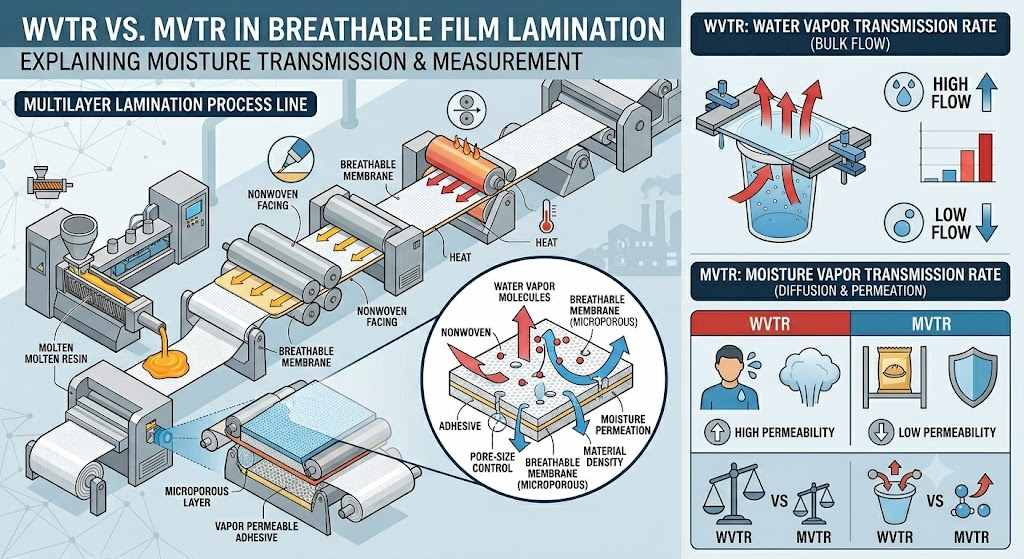
WVTR vs MVTR: What’s the Difference?
Let’s start with the terminology. WVTR stands for Water Vapour Transmission Rate Moisture Vapour Transmission Rate (MVTR) means
- WVTR is what you find in international standards like ASTM F1249 or ISO 15106. The more scientifically accurate term because ” water vapour ” directly refers to the gaseous phase of H2O .
- MVTR is an older, more traditional term and is widely used in commercial packaging, medical dressings and consumer hygiene markets. People sometimes get confused and think of liquid water when they think of “moisture,” but they are still measuring gas in testing.
Both use the same exact standard metric: grams of water vapour passing through one square metre of material over 24 hours, expressed as g/(m2⋅24h) or g/(m2⋅day). “We test both on the same machines – for example infrared sensors or electrolytic detection systems.
Why Your Test Conditions Broke Your Data Consistency
I’m a breathable film lamination engineer. I don’t care if you call it WVTR or MVTR. I care about your test conditions. A film that scores 4000 g/(m2 ⋅24 h) by one test method can easily drop to 1200 g/(m2 ⋅ 24 h) by another.
If you do not specify the temperature and relative humidity (RH) the number means nothing at all. For instance:
- Tropical/High Barrier Conditions: 38 ℃ and 90%RH. Tropical / High Barrier Conditions This results in a high vapour pressure difference and a large amount of moisture rapidly passes through the film.
- Standard Ambient Condition : 23 ℃ and 90%RH. The lower temperature decreases the kinetic energy of the water molecules and results in a much lower gearbox number.
If you receive a bad breathability report, check that your raw material supplier and your lab are using the same ASTM or ISO standard and climate conditions before troubleshooting your breathable film lamination line.

The Lamination Effect: Breathability Goes To Die
This is the real engineering problem. You buy a certified high MVTR PE or PU breathable film. You run it through your breathable film laminator to laminate it to a nonwoven fabric to make a diaper, medical gown or roof underlayment. Your finished composite material is now 20% to 40% less breathable than it was originally. What’s happened?
The bonding agent is almost always the culprit in breathable film lamination. If you use hot melt adhesives or solventless lamination, the glue can block the microscopic pores of the film.
There are 3 variables you need to balance to maximise your breathable film lamination’s breathability retention rate:
1. Pattern of Adhesive Application
Avoid wearing a solid coat. A solid layer of adhesive will create a barrier and effectively kill your MVTR. Instead, use a fibre spray, porous coat or slot die with patterned screen. This leaves gaps where the film does not touch the glue, and water vapour can pass through freely.
2. Coating Weight (Add-on Amount)
The more glue you use, the lower the final WVTR. You want to find the point where you have the peel strength you need, without using too much adhesive. If you have high peel strength and low breathability, reduce your glue add-on by 0.5 to 1.0g/m2 and retest.
3. Roll Pressure and Temperature of NIP
If your lamination rollers are too hot or your pressure is too high you risk melting the microporous structure of your PE film. As those micro-pores collapse under thermal stress, your breathable film lamination process permanently seals the film, dropping your WVTR to near zero.
Frequently Asked Questions (FAQ)
Q1: What is the difference between WVTR and MVTR in breathable film laminating?
A1: Is there any difference in functionality? WVTR ( Water Vapour Transmission Rate ) and MVTR ( Moisture Vapour Transmission Rate ) are the same physical property with the same units of measure . It is purely a matter of industry naming conventions.
Q2: My product lost its breathability after the breathable film lamination process. What is the reason?
A2: Breathability loss happens because the adhesive blocks the micropores of the film or the porous structure of the film collapses due to the excessive heat and pressure of the lamination rollers.
Q3. How do I get a high MVTR for my final laminated composite?
A3: Maintain high breathability by switching to a patterned or fibre spray adhesive application, reducing the weight of your adhesive coating, and optimising your lamination roll temperature to prevent overheating the film.
Q4: Is the WVTR value tested at 38°C comparable to the MVTR value tested at 23°C?
A4: Nein. The vapour pressure differential is directly determined by the temperature and the relative humidity. Direct comparison is not possible since testing at a higher temperature always leads to a higher transmission rate.