How to Reduce Waste in PET AL PE Lamination

As technical professionals working daily on the production floor of a pharmaceutical flexible packaging plant, our primary metric of success is operational efficiency combined with strict regulatory compliance. In the manufacturing of high-barrier materials, the PET AL PE triplex structure represents the industry standard for protecting sensitive solid dosage forms, powders, and liquids against oxygen, moisture, and light.
However, from an operational standpoint, this specific material combination presents severe manufacturing challenges. Aluminum foil (AL) possesses no elasticity and exhibits a low elongation at break, whereas PET and PE films are highly elastic and susceptible to thermal and mechanical stretching. When these three disparate materials are bonded together during the lamination process, any minor deviation in machine parameters leads to material rupture, wrinkling, or curl, resulting in significant quantities of expensive scrap metal and plastic waste. Minimizing this waste is critical for cost control and plant sustainability.

The Technical Challenge of PET/AL/PE Structure in Drug Packaging
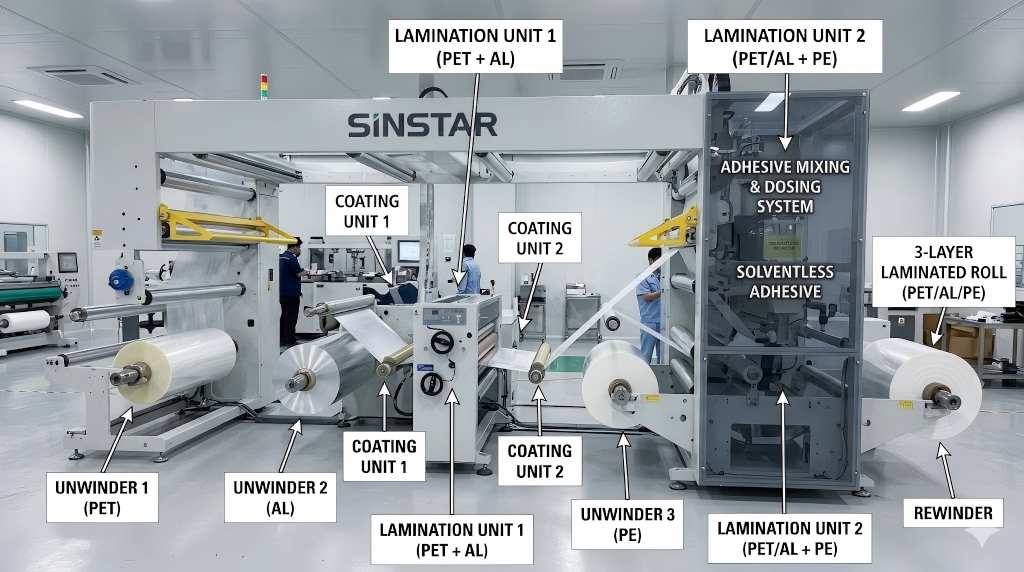
In our daily factory operations, managing the PET AL PE material combination requires a deep understanding of how each layer behaves under mechanical stress. The structure utilizes PET as the outer printing substrate due to its thermal stability and mechanical strength. The middle layer consists of pharmaceutical-grade aluminum foil, which provides the absolute barrier properties required in pharmaceutical flexible packaging. The inner PE layer serves as the heat-sealant medium.
The core technical conflict during lamination stems from the mismatched physical properties of these substrates. The aluminum foil is characterized by poor tensile tolerance. When the force applied to the aluminum foil while winding it is above its yield strength, it causes the foil to fracture or even break down completely, so that stop the whole production process. Conversely, if the tension of the PET or PE layers is too high during the application of adhesives, these plastic films stretch. Once the composite structure is wound and allowed to relax during the curing phase, the elastic recovery of the plastic layers pulls against the dead-fold nature of the aluminum foil. This physical reaction causes a defect known as tunneling or channeling, rendering the entire roll unusable for pharmaceutical applications due to the loss of barrier integrity.

Actionable Steps to Reduce Aluminum Foil Waste in Your Current Lamination Line
To systematically lower the scrap rate on our current production lines without changing the underlying chemical formulations, our engineering team implements four concrete operational protocols:
1. Raw Material Verification (Dyne Level & Thickness)
Before any roll of aluminum foil is mounted onto the primary unwind shaft, operators must verify its surface wettability and thickness uniformity. The residual rolling oil on the foil surface must be minimal. We need a minimum surface wetting tension of 32dyn/cm, but our internal quality target is 34dyn/cm or higher. If the dyne level is insufficient, the polyurethane adhesive will not flow uniformly. This will cause localized delamination and the rejection of the web in quality control. Moreover, the incoming quality control has to check that the thickness variation does not exceed ±5% in order to avoid localized stress concentration.
2. Micro-Tension & Taper Control
We configure our lamination machinery to run under a specialized micro-tension control program for the aluminum foil layer. The unwind tension for a 7μm or 9μm foil layer must be maintained within a tight window of 30−50N, depending on the web width.
As the finished roll builds up at the rewind station, we apply a linear taper tension reduction of 10%−15%. This reduction prevents the outer layers of the roll from exerting excessive compressive force on the inner layers, which eliminates the core crushing and telescoping defects that frequently destroy the inner 200meters of a processed web.
3. Temperature Gradient Management
In dry bond lamination, the web passes through a multi-zone drying tunnel to drive off the ethyl acetate or other organic solvents from the adhesive. We use a well-defined temperature gradient across three separate drying zones: 60 ℃ in Zone 1, 70 ℃ in Zone 2, and 80 ℃ in Zone 3. This slow ramp-up prevents the formation of a hardened surface crust on the adhesive layer that traps the still non-evaporated solvent underneath. The presence of trapped solvent causes the formation of macro-bubbles in the subsequent hot-nip lamination step, leading to an immediate rejection of the material due to high residual solvent levels that do not meet pharmacopeia limits.
4. Edge Trim Optimization via High-Precision EPC
Material alignment deviations cause a substantial percentage of edge scrap. By upgrading our lines with ultrasonic Edge Position Control (EPC) systems at every unwind and rewind station, we maintain structural alignment within a tolerance of ±0.5mm. This high-precision tracking allows our plant to reduce the mechanical slitting knife trim width from a historical standard of 15mm per side down to 8mm per side. This adjustment yields an immediate 1.4% increase in material utilization across a standard 1000mm wide web.

The Ultimate Solution: Transitioning to the Solventless Lamination Process
While optimizing dry bond lamination parameters reduces operational waste, it does not eliminate the fundamental source of substrate stress: the drying oven. The thermal energy required to evaporate solvents inevitably heats the PE and PET films, increasing their elasticity and thermal expansion rates. To overcome this limitation, our facility has shifted a major portion of our production volume to the solventless lamination process.
| Operational Metric | Dry Bond Lamination Process | Solventless Lamination Process |
| Drying Oven Requirement | Yes (Requires 60∘C−80∘C heat) | No (Ambient to 40∘C application) |
| Substrate Thermal Stress | High (Causes PE elongation) | Zero (Substrates remain dimensionally stable) |
| Average Startup Waste | 150−200meters per run | 20−50meters per run |
| Residual Solvent Risk | Present (Requires constant GC testing) | Absolute Zero (No solvent used in formulation) |
The solventless lamination process utilizes 100% solid polyurethane adhesives consisting of two components that react chemically to form a bond. Because there is no solvent carrier to evaporate, the entire drying tunnel is eliminated from the production line. The substrates do not undergo thermal loading, meaning the PE film retains its original structural dimensions throughout the lamination sequence. This eliminates the primary cause of post-lamination curling and tunneling in the PET AL PE matrix, resulting in a direct reduction of process-induced scrap rates by up to 4%.
Key Features to Look for in a Pharmaceutical-Grade Solventless Lamination Machine
Implementing this process requires specific hardware capabilities. When our engineering division evaluates a solventless lamination machine for a pharmaceutical manufacturing environment, we prioritize the following precise technical specifications:
- Five-Roller Coating System: The machine must employ a five-roller coating configuration consisting of a transfer roller, a metering roller, a steel dosing roller, a rubber coating roller, and a backup impression roller. This system is necessary to accurately apply an extremely low coating weight of 1.2−1.5g/m2. Any excess adhesive application leads to adhesive squeezing out at the web edges, which glues adjacent layers together during rewinding and causes tearing during the slitting phase.
- Independent Motorized Digital Tension Control: Each unwind and rewind station must be driven by an independent AC servo motor regulated by closed-loop tension individual dancer arms. The system must possess a tension resolution of 0.1N to accurately handle 7μm aluminum foil without inducing mechanical shock during acceleration and deceleration phases.
- Automatic High-Speed Splicing Systems: To minimize the waste generated during roll changes, the solventless lamination machine must include bi-directional flying splicers capable of executing material transitions at full production speeds (up to 400m/min). Manual roll changes require deceleration and stoppage, which creates a variance in adhesive coating weight and web tension, rendering the stopped segment unfit for pharmaceutical use.
A Lean Future for Pharmaceutical Packaging Producers
Reducing material waste in the fabrication of PET AL PE packaging materials requires an integrated approach combining strict raw material standards, precise tension and thermal management, and advanced machinery investment. By controlling the surface properties of our films, implementing micro-tension winding parameters, and replacing the thermally disruptive dry lamination method with the modern solventless lamination process, manufacturing facilities can stabilize their production outputs.
With these technical interventions, the modern plants are able to achieve lower scrap rates, reduce raw material overheads, and make sure that the finished pharmaceutical flexible packaging products satisfy the tough delamination and chemical purity requirements of the international regulatory agencies.