PET/PE vs. BOPP/PE 2-layer Lamination in Flexible Packaging: How to Choose

In the business of flexible packaging manufacturing, choosing the right substrate in 2-layer lamination technology is one of the most basic decisions that determines the shelf life of the package, the operability on equipment, and overall manufacturing cost. Being a technical professional at a packaging facility, I find myself often confronted with clients who have difficulty distinguishing between the PET/PE and BOPP/PE substrates. Even though they seem identical to an inexperienced eye, their chemical properties render completely different results when it comes to laminating and using them.
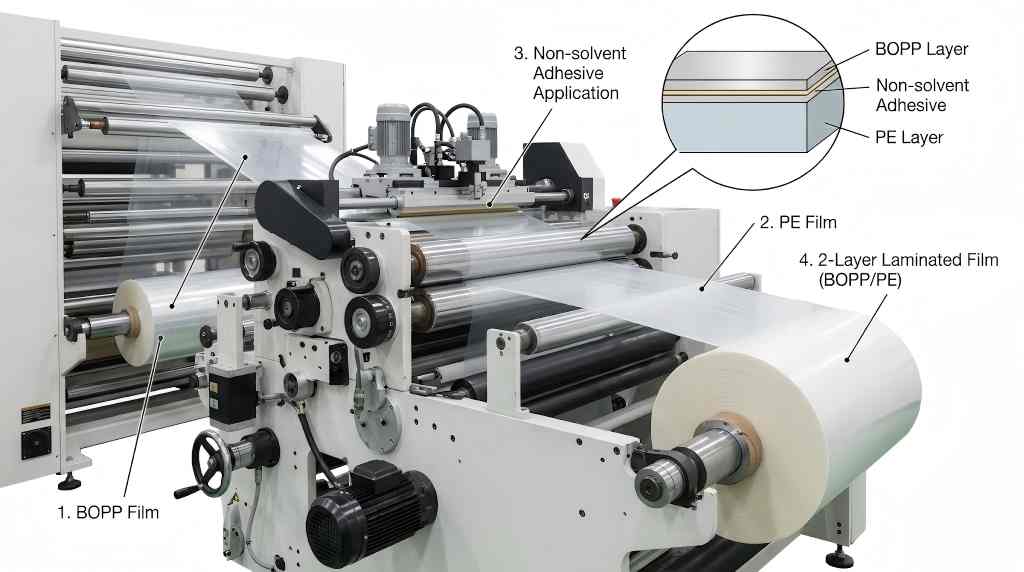
This article provides a technical comparison of these two structures from an operational perspective, focusing on barrier properties, processing parameters on a solventless laminator, and industrial application suitability.
Film Characteristics of PET and BOPP
The primary difference between these structures lies in the outer “carrier” film. PET (Polyethylene Terephthalate) is a polyester, while BOPP (Biaxially Oriented Polypropylene) is a polyolefin.
1. Barrier Performance
The efficiency of the barrier is calculated using the Oxygen Transmission Rate (OTR) and Water Vapor Transmission Rate (WVTR). PET is a high-density polymer that offers excellent oxygen barrier properties. This material stops oxygen present in the air from coming in contact with the packaging, thus avoiding any oxidation reaction in fats and oils.
On the other hand, BOPP is a non-polar film with high moisture barrier properties. Its oxygen barrier properties are not as high as those of PET, but its moisture barrier property enables it to maintain crispness in dry foods better. In case of a 2-layer structure that needs both oxygen and moisture barriers, then a metalized PET film is preferred, whereas in a 2-layer PET/PE structure, the PET serves as the main barrier for gases.
2. Thermal Stability
PET has a melting point of approximately 260°C, whereas BOPP melts around 165°C. This thermal gap is vital during the heat-sealing phase of packaging. PET acts as a heat-resistant shield, allowing the inner PE layer to melt and seal without the outer layer shrinking or distorting. BOPP requires much tighter temperature control on the packaging line to avoid “burn-through” or thermal shrinkage at the seal area.
Differences Between PET/PE and BOPP/PE Lamination: Insights from the Factory Floor
Working with a solventless laminator requires specific technical adjustments depending on whether the primary substrate is PET or BOPP.
1. Tension Management and Elasticity
BOPP is characterized by a high modulus of elasticity, meaning it stretches easily under tension. In a solventless laminator, managing the web tension for BOPP/PE is more complex than for PET/PE. If the rewinding tension is too high, the BOPP film will stretch during the lamination process. When the finished roll is unwound and tension is released, the film tries to return to its original state, but is opposed by the PE layer (which has different elastic properties). This leads to “curling”, the laminated film bends to one side, so it is not possible to use it on automatic pouch-making machines.
PET is dimensionally stable. It does not stretch significantly under standard operating tensions, making it the preferred choice for high-speed production where consistency is the priority.
2. Surface Treatment and Adhesion
Both PET and BOPP require corona treatment to increase surface energy for adhesive bonding. For a solventless laminator, the surface energy (measured in dynes) must typically be above 38–40 dynes/cm. BOPP tends to lose its corona treatment faster than PET during storage. If a factory uses “stale” BOPP film, the bond strength (peel strength) will drop below the industrial standard of 1.5N/15mm, leading to delamination.
3. Adhesive Interaction and COF
In 2-layer lamination using solventless technology, the migration of slip agents from the PE layer is a common technical issue. PE film contains erucamide or oleamide to reduce the Coefficient of Friction (COF). During the curing process in the heating room (typically 40°C for 24–48 hours), these slip agents can migrate through the adhesive layer. Because BOPP is chemically more similar to PE than PET is, slip agent migration occurs more frequently in BOPP/PE structures, potentially increasing the COF and causing the film to “drag” or “stick” on the packaging machine’s forming collar.

Application Suitability and Selection Logic
The physical state of the product being packaged and its chemical sensitivity are factors in determining the correct structure.
1. When to Specify PET/PE
- Liquid and High-Oil Content: Fats in products such as sauces, oils, or pet food can chemically degrade lower-quality films. PET’s chemical resistance and structural strength make the oil unable to weaken the laminate.
- Vacuum Packaging: PET/PE is the standard for vacuum-sealed bags because PET can withstand the physical pressure of the vacuum without puncturing or allowing oxygen ingress over time.
- High Speed Vertical Form Fill Seal (VFFS): PET can tolerate higher heat-seal temperatures, allowing the packaging machine to run at higher cycles per minute without sacrificing the external appearance of the bag.
2. When to Specify BOPP/PE
- Dry Goods and Tissues: In the case of items such as napkins, tissues, and dry biscuits, the only important feature would be the moisture barrier. This can easily be achieved by using BOPP/PE at a low price.
- Bulk Commodity Packaging: BOPP is usually lighter and less expensive than PET. For high-volume snacks or commodity items where margins are thin, and shelf life requirement is short (less than 6 months), BOPP/PE is the most economical choice.
- Matte Aesthetics: BOPP comes in a “Matte” version, which gives a soft touch, premium feel that is hard to obtain with standard PET films.
The following table summarizes the operational differences discussed:
| Parameter | PET / PE Structure | BOPP / PE Structure |
| Melting Point (Outer) | ~260°C | ~165°C |
| Tensile Strength | High | Moderate |
| OTR (Oxygen) | Low (Good Barrier) | High (Poor Barrier) |
| WVTR (Moisture) | Moderate | Low (Excellent Barrier) |
| Dimensional Stability | Excellent | Poor (High Stretch) |
| Processing Tension | 100 – 150 N (Average) | 50 – 80 N (Low) |
| Common Use Case | Coffee, Liquids, Pet Food | Tissues, Bread, Snacks |
FAQ
Q1: Why does my BOPP/PE film curl while PET/PE remains flat?
A1: BOPP has a higher modulus of elasticity than PET. If web tension is too high during the 2-layer lamination process on a solventless laminator, the BOPP stretches and then “rebounds” after tension is released. Because the PE layer does not shrink back at the same rate, the material warps or curls.
Q2: Which structure is better for preventing food from smelling “stale” or “rancid”?
A2: PET/PE is the superior choice. PET has a very high oxygen barrier (low OTR) than BOPP. This prevents the oxygen in the atmosphere from reacting with the oils and fats in the food, the primary cause of rancidity and loss of aroma.
Q3: Can I use the same heat-sealing temperature for both PET/PE and BOPP/PE?
A3: No. PET has a melting temperature of ~260°C. In contrast, BOPP melts at a temperature of 165°C. Exposing BOPP to high heat (PET level) will result in shrinking and wrinkling or burning through the outer film.



