PET AL PE Delamination: 4 Steps to Improving Solventless Lamination Peeling Strength

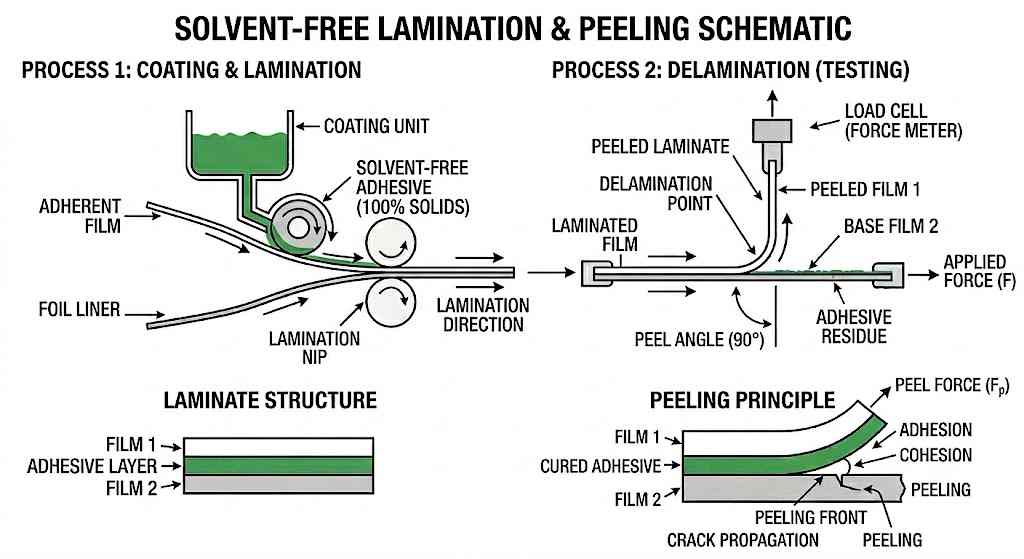
Achieving a high-bond solventless lamination peeling strength in flexible packaging structures containing aluminum foil—specifically PET/AL/PE—presents distinct mechanical and chemical challenges. Aluminium foil (AL) is a non-absorptive, rigid substrate with zero initial tack. Any slight change in tension, adhesive chemistry, or surface energy will result in PET AL PE delamination. This technical guide breaks down the systematic variables that line engineers and machine operators must control to optimize bond strength and eliminate catastrophic barrier failures.
Why PET/AL/PE is Prone to Delamination in Solventless Lamination
The PET/AL/PE structure is very prone to inter-layer failure from the mechanical and material science perspective. Aluminium foil (AL) is a complete barrier, meaning the adhesive cannot permeate the substrate, thus relying solely on intermolecular forces of the surface and chemical anchoring.
Furthermore, aluminum foil roll stock often carries trace rolling oils from the milling process. If these residual oils are not fully managed, they create a boundary layer that blocks the adhesive from wetting the metal. Coupled with the extreme differences in elongation profiles between rigid aluminum foil and highly elastic Polyethylene (PE), internal shear stresses naturally build up within the rewound roll. If the curing adhesive matrix cannot withstand these forces, PET AL PE delamination occurs before the material even leaves the curing room.
The 4-Step Engineering Protocol to Maximize Peeling Strength
To stabilize your lamination line and guarantee cross-linking performance, you must systematically audit four critical engineering domains.
Step 1: Adhesive Mixing Ratios and Mitigating Environmental Moisture
Solventless lamination relies on two-component polyurethane adhesives. The chemical reaction demands an exact NCO / OH ratio to form a tough, flexible polymer network.
[Isocyanate (NCO)] + [Hydroxyl (OH)] —> [Polyurethane Network (Polymer Bond)]
If your automated mixing pump drifts even a little, you will have undercured adhesive, or it will be too brittle. One big issue in the field is “moisture-jacking.” The Isocyanate (NCO) groups react faster with the water molecules than the hydroxyl (OH) groups. When humidity is high, the NCO component is absorbed by moisture from the air.
- Engineering Fix: You must perform a daily weight calibration check on your mixing pump. If the production floor’s relative humidity exceeds 65%, manually adjust your incorrect NCO OH ratio by increasing the hardener (NCO) component by 5% to 10% to compensate for moisture consumption.
Step 2: Critical Surface Tension and Aluminum Foil Cleanliness
Adhesive wetting is entirely governed by the surface energy of your substrates. You cannot achieve optimal anchoring if your raw materials do not meet strict(dyne thresholds.
- PET Side: The incoming film must be corona treated to a surface tension of 48–52 mN/m.
- PE Side: Polyethylene contains slip agents that migrate to the surface and lower its bonding capacity. The PE film must maintain a surface tension of 40–42 mN/m. Because PE decays rapidly during storage, relying solely on supplier treatment is a liability; utilizing an online corona treater directly on your laminator is highly recommended.
- Aluminum Foil (AL): Aluminum cannot be corona treated. Its surface energy depends entirely on its cleanliness. Operators need to confirm that the surface tension dyne level of the aluminium foil is at least 38 mN/m. Conduct an oil-spread test (solvent wetting test) to verify that residual rolling oils will not interfere with the adhesive’s wetting of the metal surface.

Step 3: Coating Weight Optimization and Thermal Cascade Control
Unlike dry bond lamination, solventless lamination features no drying tunnel. The adhesive’s transfer, leveling, and initial wetting depend completely on mechanical pressure and temperature.
- Coating Weight: And your solventless laminator coating weight for aluminium foil must be strictly maintained between 1.8 g/㎡~ and 2.3 g/㎡ for Al-foil structures. If the coating weight is less than 1.8 g/㎡, the adhesive cannot fill the microscopic voids of the aluminium foil, and micro-bubbles get trapped, which lowers the quality of the final bond. On the other hand, hydrodynamic instability appears for higher than 2.3 g/㎡, which causes the “tunnelling” defect.
- Temperature Profiles: The application rollers (steel and rubber) should be kept at 35 ℃ ~ 42 ℃ in order to reduce the viscosity of the adhesive for uniform application without inducing premature gelation. Most importantly, the main compounding hot drum should be raised to 50 ℃∼60 ℃. This thermal spike lowers the adhesive viscosity a second time right at the nip point, forcing it to completely wet the aluminum foil.
- Nip Pressure: Increase the linear pressure of the compounding nip cylinder to forcefully expel any trapped micro-air pockets between the layers.
Step 4: Web Tension Isolation and Curing Room Management
Managing web tension is critical when laminating high-modulus aluminum foil to a low-modulus PE film.
- Tension Profiling: Aluminum foil has virtually zero elastic recovery. Therefore, use a “micro-tension” profile on your AL unwind axis to prevent stretching. The PE film must be run under low, stable tension. Your solventless rewinding tension control must employ a precise taper curve (typically 15%–20% reduction over the roll build) to avoid crushing the core while preventing telescoping.
- Curing Parameters: The completed rolls must be transferred immediately to a climate-controlled curing room. The curing temperature for PET AL PE lamination must be held at 45 ℃∼50 ℃ for a minimum duration of 48 to 72 hours. The curing room’s relative humidity must be sealed and maintained below 60% to ensure that the chemical cross-linking completes without secondary side-reactions.
Floor Engineer’s Quick Troubleshooting Checklist
Before initiating a high-volume run of PET/AL/PE lamination, verify the following mechanical and chemical parameters:
| Inspection Domain | Target Operational Parameter | Verification Method / Action |
| Substrate Surface Tension | PET: ≥48 mN/mPE: ≥40 mN/m | Test both film surfaces using fresh dyne solutions prior to loading. |
| Adhesive Metering System | Exact NCO / OH stoichiometric ratio | Run a manual weight calibration check on the mixing pump; verify output matches the chemical TDS. |
| Thermal Profiling | Application Steel Roller: 35℃∼42℃Main Compounding Drum: 50℃∼60℃ | Monitor the digital controller readings and verify with a handheld infrared thermometer on the roller surfaces. |
| Compounding Nip Condition | Uniform, high-linear nip pressure | Visually inspect the rubber compounding roller for any physical deformation, deep cuts, or localized adhesive buildup. |
| Curing Environment | Temperature: 45℃∼50℃Relative Humidity: <60% | Verify the environmental loggers inside the curing room before transferring the rewound rolls. |
Frequently Asked Questions (FAQ)
Q1: Why is the peeling strength of my PET/AL/PE laminate near zero immediately after coming off the machine?
A1: This is normal behavior for solventless lamination. Unlike solvent-based systems, solventless adhesives have virtually no initial green tack. The primary structural bond is developed entirely through chemical cross-linking inside the curing room over 48 to 72 hours. Do not evaluate your peeling strength until the roll has undergone its complete thermal curing cycle.
Q2: How can I detect if residual rolling oil on the aluminum foil is causing my delamination issues?
A2: If residual oil contamination is suspected, perform a post-cure peel test and inspect the failure interface. If the adhesive layer transfers cleanly entirely to the PET or PE film, leaving the aluminium foil surface completely bare and dry, there is poor wetting on the metal. This can be checked by testing the raw foil roll with a dyne pen calibrated to 38 mN/m. If the fluid beads up immediately, rather than forming a continuous film, the foil has too much residual oil and must be rejected.
Q3: What causes “tunneling” defects in the PET/AL/PE structure during the curing phase?
A3: Tunneling is a direct symptom of mismatched web tension. Aluminium foil doesn’t stretch. So if either the PET or PE layers are rewound with too much tension, those plastic layers will attempt to elastically shrink back to their original lengths in the curing room. This differential material movement shears the uncured adhesive layer, lifting the film away from the rigid aluminium foil to form long, hollow tunnels. Lower your unwind and rewind tensions, and optimize your rewind taper settings.