How to Reduce PAA Risk in Flexible Packaging Production?

PAA risk in flexible packaging is well documented where these compounds come from, why regulators treat them as a food safety priority, and which packaging structures are most vulnerable. What is less often addressed is the practical side: what does a converter actually need to change in their day-to-day production to keep PAA levels within compliant limits?
Risk builds across several stages from the materials you purchase to how long your finished laminates sit in the curing room. This article walks through those stages in order, with the process control points that matter most.
Choose Low-PAA Adhesives and Inks for Food-Grade Flexible Packaging
Most PAA contamination in flexible packaging traces back to two material categories: polyurethane adhesives and printing inks. Getting these right at the sourcing stage saves a lot of trouble later.
For adhesives, the key distinction is whether the isocyanate component is aromatic or aliphatic. Aromatic isocyanates are widely used because they cure faster and cost less. The problem is that incomplete curing leaves residual aromatic isocyanate in the adhesive layer, and once that layer comes into contact with moisture, hydrolysis converts those residues into PAA. Aliphatic isocyanate systems carry substantially lower PAA risk for this reason, though they typically cost more and cure more slowly.
Solventless adhesive systems also tend to perform better in PAA risk terms compared to solvent-based alternatives. Solvent-based systems introduce additional variables such as residual solvent interactions, longer and less consistent cure profiles that make it harder to guarantee complete crosslinking across every production run.
For printing inks, the concern is azo colorants that can cleave under heat or UV exposure and release aromatic amines. Not every azo dye does this, but the ones that do are specifically restricted under EUPIA (European Printing Ink Association) guidelines and EU food contact regulations. Ask your ink supplier for a written declaration confirming their formulations are free from restricted azo dyes. If they cannot provide one, that is useful information in itself.
Lamination Process Parameters That Control PAA Migration Risk
Even with compliant materials, lamination process control matters more than many converters expect. The link between process parameters and PAA risk comes down to one thing: whether the adhesive fully cures.
Glue mix ratio accuracy is the starting point. Two-component PU adhesives rely on a precise ratio of polyol to isocyanate hardener. If the ratio drifts even slightly you end up with either excess isocyanate or under-crosslinked adhesive. Both outcomes increase migration risk. Automated glue mixing equipment like the Sinstar Acuratio mixer helps maintain ratio consistency across long production runs where manual mixing is prone to drift.
Coat weight matters too. Apply too little adhesive and you get uneven coverage with areas that never fully cure. Apply too much and you extend the curing time needed. Either way, the margin for error narrows.
Temperature and nip pressure affect how well the adhesive flows and bonds before entering the curing phase. Under-temperature running produces adhesive layers that are less uniformly distributed, which creates localized spots where curing will be incomplete.
These parameters interact with each other, so the right approach is to validate them together during process qualification not adjust them independently once production is underway.
Incomplete Curing Is the Most Common Cause of PAA Exceedance
If there is one stage where PAA problems most commonly originate, it is curing. The laminate leaves the machine with the adhesive still in the middle of its crosslinking reaction. What happens in the next 24 to 72 hours determines whether the finished structure is compliant.
Temperature and time are the two variables that control cure completion. Most solventless PU adhesive systems require a minimum curing temperature, typically somewhere in the range of 35°C to 45°C, though this varies by adhesive system and should come from your adhesive supplier’s technical data sheet, not from general guidance like this. Running below that temperature, or cutting the curing time short to meet a shipment deadline, leaves the door open for residual aromatic isocyanate to remain in the adhesive.
Humidity is less obvious but equally important. High ambient humidity during curing means moisture is available to react with any unreacted isocyanate before the crosslinking reaction has had time to complete. The result is accelerated hydrolysis and, potentially, PAA formation within the adhesive layer itself. Curing rooms should have controlled humidity not just controlled temperature.
A simple field check for cure completeness is the MEK (methyl ethyl ketone) rub test, which gives a rough indication of crosslink density. It is not a substitute for migration testing, but it is a fast way to catch obvious under-cure before product ships. Bond strength monitoring is another indicator worth building into your QC routine.
PAA Migration Testing for Flexible Packaging
Understanding what “compliant” means in testing terms is important, because the numbers are stricter than many people assume.
Under EU Regulation 10/2011 on plastic food contact materials, specific migration of PAA into food must not exceed 0.01 mg/kg (10 ppb). For substances classified as carcinogens, the effective requirement is non-detectable and in practice, analytical detection limits sit around 2 ppb. That is a tight target.
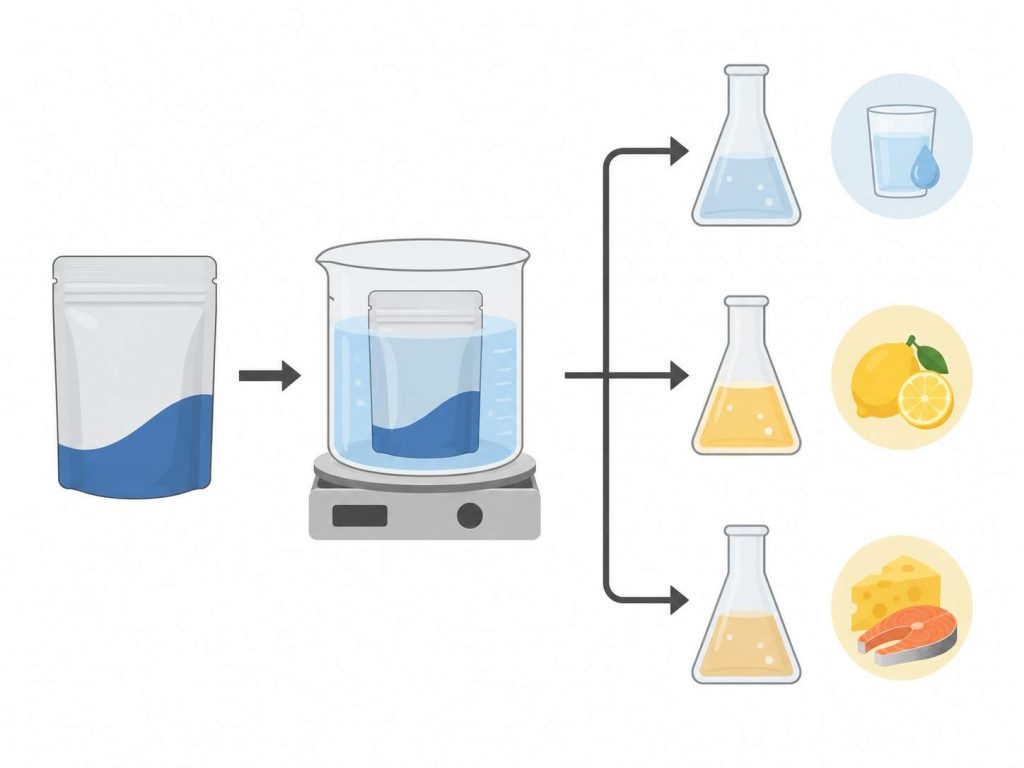
Migration testing is conducted using food simulants rather than actual food. The simulant selection depends on the food type the packaging is intended for — aqueous simulants for water-based foods, acidic simulants, fatty food simulants (typically using isooctane or olive oil depending on the method). Testing should be carried out by an accredited third-party laboratory following established methods, such as those derived from EN 14362, adapted for packaging applications.
What you need to have in order, beyond the test report itself, includes a Declaration of Compliance (DoC) for your finished laminate, raw material compliance declarations from your adhesive and ink suppliers, and documentation of the production conditions under which the tested material was made. Retailers and brand owners increasingly request all of this together, not just a single test certificate.
If you are developing a new laminate structure or switching adhesive suppliers, running a lab-scale validation before full production is a practical way to catch compliance issues before they become expensive ones.
Does Solventless Lamination Reduce PAA Risk?
For converters still running solvent-based or dry lamination lines for food contact applications, the question of switching to solventless is worth taking seriously. It’s not just for PAA reasons, but for a combination of regulatory, commercial, and operational ones.
Solventless lamination removes solvent from the adhesive system entirely, which eliminates one category of migration risk and simplifies the cure chemistry. It also tends to produce more consistent adhesive application and, with modern equipment, gives better control over coat weight and mix ratio than older solvent-based setups.
The practical barriers to switching are real: equipment investment, process revalidation, adhesive reformulation, and training. But for food packaging, particularly for products involving high-temperature applications, fatty foods, or liquid content, the compliance case for solventless is strong. Brands and retailers sourcing packaging for these product categories are increasingly specifying it.
Sinstar’s solventless laminating machines are designed with the mix ratio accuracy and temperature control that PAA-sensitive applications require. If you are evaluating whether a process change makes sense for your facility, our engineering team can walk through the specifics with you.
Building PAA Risk Control Into Your Production Workflow
PAA risk in flexible packaging is not a problem you solve once and forget. It runs through material selection, process parameters, curing conditions, and testing, and a gap at any one of those stages can produce a non-compliant result even if everything else is done correctly.
The good news is that each of those stages is controllable. Converters who build PAA risk management into their standard operating procedures rather than treating it as a one-time compliance exercise are in a much better position when customer audits ask for documentation or when a new market requires stricter standards.
If you want to understand how your current lamination setup measures up, or you are considering equipment changes to support food-contact production, contact the Sinstar team for a technical consultation.