Stop Battery Film Defects on Your Solventless Laminating Machine

Lithium-ion battery pouch film, structurally composed of BOPA, aluminum foil, and CPP layers, requires extremely high manufacturing precision to ensure safety, chemical resistance, and structural integrity. Historically, dry lamination methods using solvent-based adhesives dominated this sector. However, environmental regulations and cost efficiencies have accelerated the adoption of the solventless laminating machine in flexible packaging and battery component manufacturing.
Integrating a solventless laminating machine into aluminum foil battery packaging production introduces specific engineering challenges. Because solventless polyurethane adhesives exhibit low initial tack and require extended chemical curing periods, maintaining precise quality control during the online lamination process is imperative. This article analyzes the technical variables required to eliminate defects and maximize peel strength when operating a solventless laminating machine for battery pouch film production.
Why Solventless Laminating Machines Challenge Battery Packaging QC
Aluminium foil differs greatly in mechanical and physical properties from plastic substrates such as BOPA and CPP. Aluminum foil has a high elastic modulus, zero permeability, and little elasticity. In the solventless laminating machine, the wet adhesive film is still fluid during the first stage of winding because there is no immediate flash-off of solvent evaporation.
In dry lamination, the solvent that has evaporated leaves a high viscosity polymer matrix that imparts high initial bond strength prior to rewinding. The solventless laminating machine, on the other hand, uses a monomeric or oligomeric adhesive mixture that is 100% solids and of low viscosity. Without an instant green strength, any mechanical shear stress, non-uniform linear pressure, or web tension mismatch between the aluminum foil and the plastic films will result in interlayer shifting, tunneling, or delamination prior to the cross-linking.

5 Critical Quality Control Dimensions for Solventless Aluminum Foil Lamination
1. Precise Adhesive Mix Ratio and Coating Weight
The chemical integrity of the barrier layer depends on the stoichiometric balance of the two-component polyurethane adhesive processed by the metering system of the solventless laminating machine.
- Stoichiometric Accuracy: The automated mixing unit must maintain the precise weight ratio between the isocyanate component (Part A) and the hydroxyl component (Part B). Deviations exceeding ±1% alter the chemical structure, resulting in an unreacted excess of either monomer. This induces structural brittleness or permanent tackiness, failing chemical resistance tests against battery electrolytes.
- Coating Weight Optimization: The optimal dry coating weight for aluminum foil lamination within a solventless laminating machine ranges strictly between 1.8 g/㎡ and 2.5 g/㎡. A coating weight below 1.8 g/㎡ creates starved joints and structural voids on the micro-rough surface of the rolled aluminum foil. A coating weight exceeding 2.5 g/㎡ increases hydrostatic pressure within the fluid adhesive layer during rewinding, inducing adhesive squeezing and web tunneling.
- Temperature Management: The temperature of the transfer, metering, and coating rollers must be maintained via independent thermal oil circuits between 35 ℃ and 45 ℃. This thermal range lowers the dynamic viscosity of the solventless adhesive to the operational window required for uniform film split and substrate wetting without accelerating premature gelation on the roller surface.
2. Advanced Tension Matching: Taming the Aluminum Foil
Mismatched web tension induces internal mechanical strain, causing dimensional instability in the finished battery pouch film.
- Modulus Discrepancy: BOPA and CPP films stretch under low tensile forces, whereas aluminum foil undergoes plastic deformation rather than elastic stretching under excessive tension. The solventless laminating machine must isolate each web path using independent digital AC servo drives.
- Taper Tension Protocol: The unwinding tension for the aluminum foil core must be kept low and constant, typically between 80 N/m and 120 N/m. The plastic film unwinding paths require precise load-cell closed-loop control to match the zero-strain speed of the aluminum foil. The rewinding station must employ a parabolic taper tension reduction algorithm. As the finished roll diameter increases, the rewinding tension must decrease by 30% to 50% from its initial value. This prevents excessive compressive radial forces near the core, which squeeze out the uncured adhesive and deform the laminate layer.
3. Nip Roller Pressure and Temperature Control
The lamination nip assembly transfers the mechanical energy required to force the liquid adhesive into the microscopic valleys of the aluminum foil surface.
- Thermal Flow: The primary lamination steel roller must be internally heated to a stable setpoint between 50 ℃ and 70 ℃. This temperature drops the viscosity of the applied adhesive layer instantaneously upon contact, allowing it to displace air pockets and wet the aluminum oxide passivation layer.
- Pressure Uniformity: The pneumatic cylinders must apply a uniform linear nip pressure between 0.3 MPa and 0.5 MPa. The backup rubber roller must be shore A hardness of 70 to 80, to provide uniform deformation over the machine width. Misaligned nip rollers induce local pressure deltas, resulting in longitudinal wrinkles and uneven adhesive displacement.
4. Strict Cleanroom Environment & Surface Treatment
The chemical reaction mechanism of solventless polyurethane adhesives necessitates strict environmental controls inside the coating facility.
- The Humidity Side-Reaction: The functional groups of the isocyanate monomer react more readily with moisture than with the hydroxyl groups of the co-reactant. If the relative humidity of the cleanroom is above 55%, the water-isocyanate reaction produces carbon dioxide gas (CO2). As aluminum foil is completely impermeable, this gas cannot escape, and thousands of microscopic gas bubbles per square meter are created, which are visible as white spots after curing. The production environment shall be kept at a constant temperature of 22 ℃∼25 ℃ and a relative humidity of 40%∼55%.
- Surface Energy Verification: Plastic substrates must undergo inline corona treatment prior to entering the solventless laminating machine coating zone. The surface tension of BOPA must be verified at ≥42 mN/m and CPP at ≥40 mN/m using standard dyne solutions to guarantee chemical adhesion.
5. Post-Lamination Curing Protocols
Because the output of a solventless laminating machine contains an unlinked molecular matrix, the final physical properties are achieved during post-lamination thermal curing.
- Curing Chamber Parameters: The wound rolls must be transferred immediately to a forced-air curing chamber maintained at 45 ℃ to 55 ℃ for a continuous period of 48 to 72 hours. Deviations below 45 ℃ halt the polymerization kinetics, leaving unreacted monomers that degrade when exposed to the organic solvents of battery electrolytes. Temperatures above 55 ℃ cause slip agents within the CPP film to migrate to the interface, disrupting the polyurethane bond network.
- Suspension Storage: The laminates must be supported by their iron cores via specialized heavy-duty shaft suspension racks. Horizontal floor storage creates flat spots due to the weight of the roll, which permanently warps the aluminum foil layer.
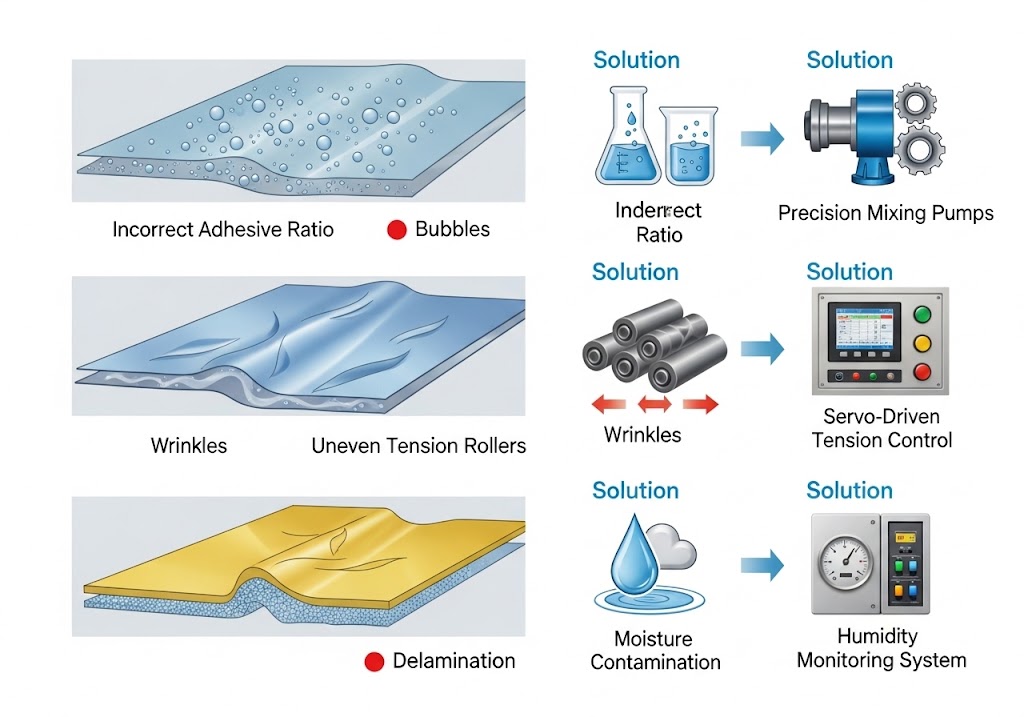
Troubleshooting Matrix: Common Solventless Lamination Defects & Solutions
The following systematic index correlates operational symptoms observed when running a solventless laminating machine with their technical root causes and corrective actions.
| Defect / Problem | Root Cause | Actionable Solution |
| Tunneling & Delamination | Excessive rewinding tension.Mismatched unwinding tension between aluminum foil and plastic film.Insufficient initial adhesive viscosity. | 1. Increase the rewinding taper percentage to reduce core compression.2. Reduce plastic film web tension.3. Increase the lamination steel roller temperature to 65∘C. |
| Micro-Bubbles / White Spots | Ambient relative humidity >55%, generating CO2 gas.Coating weight below 1.8 g/㎡.Low nip roller pressure. | 1. Deploy dehumidification infrastructure to stabilize cleanroom relative humidity at 45%.2. Readjust metering roller gap to increase coating weight to 2.2 g/㎡.3. Increase nip pressure to 0.45 MPa. |
| Low Peel Strength After Curing | Incorrect stoichiometric ratio of Part A to Part B.Curing room temperature below 45∘C.Substrate surface energy <40 mN/m. | 1. Recalibrate and clean the digital dosing pumps of the adhesive mixer.2. Increase curing chamber temperature to 50∘C and maintain for 72 hours.3. Adjust the power output of the inline corona generator. |
| Transverse Wrinkling (Channelling) | Thermal expansion differential between layers.Non-uniform rubber roller wear or hardness profile. | 1. Optimize and reduce the temperature gradient between the coating roller and the lamination nip.2. Replace worn rubber rollers and verify uniform linear nip footprint. |
FAQ
Q1: Why does a solventless laminating machine cause tunneling or wrinkling in battery pouch films?
A1: This occurs because aluminum foil and plastic films have mismatched elastic moduli. When the solventless adhesive is fluid (low initial tack), improper web tension or high rewinding pressure forces the layers to shift, creating wrinkles or tunnels.
Q2: What causes microscopic bubbles or white spots in the laminate, and how can they be prevented?
A2: High ambient humidity (>55%) triggers a side-reaction where the isocyanate component reacts with moisture to generate CO2 gas. To prevent this, maintain cleanroom humidity at 40%∼55%, keep coating weights above 1.8 g/㎡ , and ensure uniform nip roller pressure.
Q3: What are the optimal curing parameters to guarantee high peel strength and electrolyte resistance?
A3: The laminated rolls must be hung via shaft suspension in a curing chamber at 45 ℃∼55 ℃ for 48∼72 hours. Deviating from this range causes incomplete polymerization or additive migration, reducing chemical and bond strength.